Thermoelectric Cooled HgCdTe (MCT) Detectors
- Technology
- Infrared photodetectors
- Partner
- Infrared Associates
Thermoelectric cooled HgCdTe (MCT) detectors are highly sensitive infrared sensors designed for the mid-infrared spectrum. Each detector integrates a miniature multi-stage Peltier cooler, allowing it to reach cryogenic-like operating temperatures without external cryogens. This self-cooling design makes the detectors easy to operate and deploy in a variety of environments – from laboratory instruments to field-based systems – with no coolant refills or complex cooling infrastructure. Engineers use these MCT detectors in applications such as thermal imaging, infrared laser detection, gas spectroscopy, and industrial monitoring, where fast and accurate mid-IR measurement is crucial. The detectors are available in several configurations (with two-stage, three-stage, or four-stage TE coolers and various active area sizes) to support different wavelength ranges and sensitivity requirements. Each device comes in a hermetically sealed package with a built-in thermistor for temperature monitoring, ensuring stable performance over time. Optional optical enhancements are offered to further boost collection efficiency for systems using fibre optics or other challenging optical setups, extending the detector’s utility in specialised scenarios.
Range features
A high level overview of what this range offers
- Photoconductive MCT sensor – Provides exceptional infrared sensitivity across 2 µm to 9 µm wavelengths for detecting very low-level IR signals.
- Integrated thermoelectric cooler – Built-in Peltier cooling (2, 3 or 4 stages) achieves cold detector operation (down to approx. –75 °C) without liquid nitrogen, enabling cryogen-free and maintenance-free use.
- Multi-stage cooling options – Two-stage, three-stage, or four-stage TE cooling allows extended wavelength response (covering up to ~9 µm) and improved signal-to-noise ratio, so users can select the right model for their spectral range and sensitivity needs.
- Fast response time – MCT photoconductive technology yields response times on the order of microseconds (typically < 2 µs), suitable for high-speed measurements such as pulsed laser detection or rapid scanning systems.
- Optically enhanced variants – Available with built-in reflective/refractive optical elements that focus more incoming IR energy onto the detector element, effectively boosting sensitivity in setups with collimated or divergent beams (ideal for fibre-optic coupled applications).
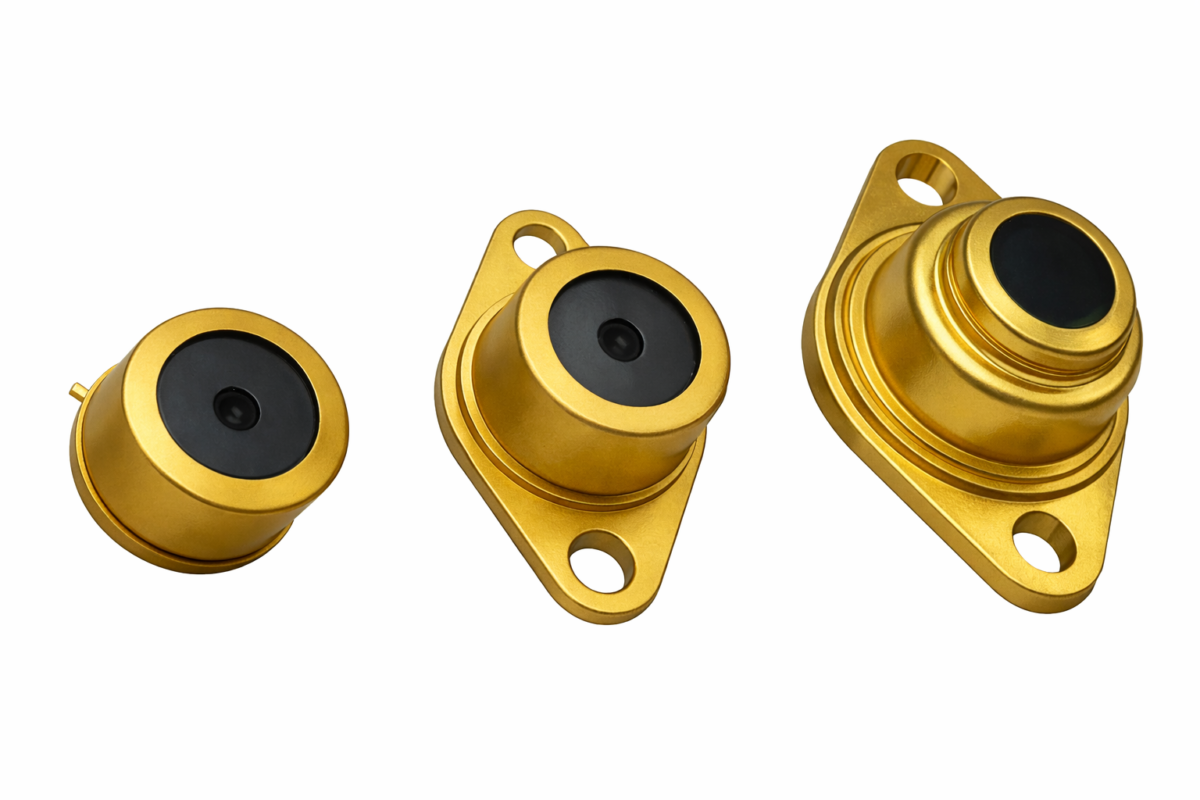
- Hermetically sealed packaging – Durable metal TO-style enclosures (e.g. TO-66 or TO-3) with solder-sealed windows and inert gas backfill protect the detector and cooler, ensuring stable operation and preventing moisture ingress for long-term reliability.
- Integrated thermistor – Each detector includes an internal calibrated thermistor for precise temperature monitoring and feedback control, helping maintain the optimal sensor temperature for consistent performance.
- Accessory support – Optional accessories such as preamplifiers, heat sinks, power supplies, and temperature controllers are available to simplify integration into measurement systems and to drive or stabilize the detector as needed.
What’s in this range?
All the variants in the range and a comparison of what they offer
| Model | Active Area (mm) | Spectral Range (approx.) | D* (2-stage TE) | D* (3-stage TE) | D* (4-stage TE) |
|---|---|---|---|---|---|
MCT-3.5-TE-0.25 | 0.25 × 0.25 | 2 – 3.5 µm |
| N/A | N/A |
MCT-3.5-TE-1.00 | 1.00 × 1.00 | 2 – 3.5 µm |
| N/A | N/A |
MCT-5-TE-0.10 | 0.10 × 0.10 | 2 – 5 µm |
|
|
|
MCT-5-TE-0.50 | 0.50 × 0.50 | 2 – 5 µm |
|
|
|
MCT-5-TE-1.00 | 1.00 × 1.00 | 2 – 5 µm |
|
|
|
MCT-5-TE-2.00 | 2.00 × 2.00 | 2 – 7 µm | N/A |
|
|
MCT-7-TE-0.25 | 0.25 × 0.25 | 2 – 7 µm | N/A |
|
|
MCT-7-TE-1.00 | 1.00 × 1.00 | 2 – 7 µm | N/A |
|
|
MCT-9-TE-0.25 | 0.25 × 0.25 | 2 – 9 µm | N/A |
|
|
MCT-9-TE-1.00 | 1.00 × 1.00 | 2 – 9 µm | N/A |
|
|
Notes:
- D* (detectivity) values are given at the peak wavelength for each model. “N/A” indicates that a particular model/size is not available with that cooling stage.
- Two-stage coolers support shorter wavelength (lower cutoff) models, while three and four-stage TE coolers are used for extended wavelength detectors (beyond ~5 µm cutoff). Operating sensor temperature is approximately –40 °C for 2-stage, –65 °C for 3-stage, and –75 °C for 4-stage coolers, respectively.
- Standard detectors (with cutoff up to ~5 µm) typically use sapphire windows, whereas extended range models (>5 µm) are supplied with anti-reflection coated zinc selenide (ZnSe) windows for high transmission at longer wavelengths.
FAQs
for Thermoelectric Cooled HgCdTe (MCT) Detectors
Thermoelectric (Peltier) coolers make the detectors much easier to use by eliminating the need for cryogenic liquids. While liquid nitrogen-cooled detectors can reach very low temperatures, a built-in TE cooler provides adequate cooling (down to around –65 °C to –75 °C for 3- or 4-stage units) simply by powering the device. This means no regular refilling or complex cooling setup is required. The result is a more compact and portable system with continuous operation, albeit with a slightly higher sensor temperature than LN₂ cooling. For most mid-IR applications, the performance achieved with multi-stage TE cooling is excellent, offering high sensitivity and stability without the logistical challenges of cryogenics.
The number of thermoelectric stages determines how cold the detector can get and thus which infrared wavelengths it can effectively detect. A 2-stage cooler can typically cool the MCT sensor to around –40 °C, sufficient for detecting wavelengths up to roughly 5 µm with high sensitivity. Adding more stages (3 or 4) enables lower temperatures (around –65 °C and –75 °C, respectively), which reduces the detector’s thermal noise and allows it to reliably sense longer IR wavelengths (extended out to ~7 µm or ~9 µm, depending on the model). In practical terms, use a 2-stage detector for the 2–5 µm range, and choose 3 or 4 stages if your application requires mid- to long-wave IR detection beyond 5 µm or demands the lowest possible noise floor. Keep in mind that more stages may require more power and heat dissipation, so system design should accommodate that.
An optically enhanced MCT detector is one that includes internal optical elements (such as tiny reflectors or lenses within the package) to concentrate more incoming infrared light onto the active sensor. This effectively increases the amount of IR radiation the detector can catch, boosting its responsivity and detectivity especially when the light is not perfectly focused. You might consider an optically enhanced version if your system involves divergent or collimated beams, or if you are coupling infrared light through an optical fibre. For example, in fibre-optic spectroscopy or remote sensing setups where some light might otherwise miss the small detector element, the built-in optics refocus that light onto the sensor, improving the overall signal. In summary, optically enhanced detectors provide higher effective sensitivity in scenarios where maximizing collection of incoming IR radiation is challenging.
Yes. These are photoconductive HgCdTe sensors, which change their electrical resistance in response to absorbed infrared light. They typically need to be biased with a constant voltage or current source and read out using a transimpedance amplifier or similar circuitry that can detect small changes in current or voltage. In practice, you will use a low-noise preamplifier to amplify the detector’s output signal, since the raw change in resistance can be very small. Many users opt for the available preamplifier modules that are designed to match these detectors, simplifying the integration.
In addition, if you plan to actively control the detector’s temperature (for example, to hold it at a constant set-point), a temperature controller unit can be used in conjunction with the built-in thermistor and TE cooler. This electronic support ensures you get a stable and strong signal from the MCT detector under your operating conditions.
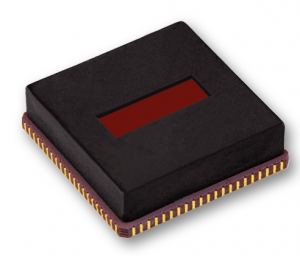
The thermoelectric MCT detectors come in standard TO-style metal can packages that are hermetically sealed. The most common package formats are TO-66 and TO-3, chosen for their ability to accommodate the multi-stage coolers and to be bolted to a heat sink. The TO-66 is a compact, stud-mounted can suitable for many 2-stage devices and some 3-stage, whereas the larger TO-3 package is often used for 4-stage coolers or when a bigger heat dissipation surface is needed. Each package has a built-in IR-transparent window. For detectors optimized up to ~5 µm, the window is typically sapphire (Al₂O₃), which is robust and transparent in the mid-infrared. For extended range detectors (beyond 5 µm), an anti-reflection coated zinc selenide (ZnSe) window is used because ZnSe transmits well into the long-wave IR. The choice of window ensures that the detector’s intended wavelength range passes through with minimal loss.
When designing your system, note that the package type will determine how you mount the detector and manage heat (you’ll likely attach the TO can to a heat sink to remove the waste heat from the TE cooler). The window material is already optimized for the detector’s spectral band, so you typically don’t need to add any external window, but you should keep the window clean and, if possible, add an additional optical filter if you need to limit the spectral band further.